
綜上所述,維修氣漲軸漏氣需要仔細檢查漏氣位置,并根據具體情況采取相應的維修措施,包括重新密封、更換氣嘴、更換氣囊以及清除異物等步驟。

3、在使用過程中無須進行調整。

安全卡盤式相貫線切割機結構簡單,系統計算時以卡盤旋轉一周作為參變量,有正確的度數計量,相對來說對管子的圓度要求也低一點,有時管子稍有彎曲,通過托架位置的調整,也能切割。操作時,很重要的一條,就是要隨時注意托架位置的調整,以保持管子的水平,此位置調整不好,會產生較大的切割誤差。此外,靠近卡盤卡盤卡盤卡盤區總會有一段盲區不能切割,影響管子的成材率。一般管徑不超過600mm的小口徑管子,采用此類結構較多。

外卡盤上可設置相應的傳動卡槽和脫離卡槽,外卡盤上可設置凸臺,內卡盤上可設置與凸臺想適配的凹槽,定位機構可以是套設于外卡盤上的定位彈簧。液壓卡盤設置在主軸的鉆桿連接端,減速傳動機構為一級斜齒輪減速傳動機構,結構緊湊,能有效減小動力頭的尺寸,減輕動力頭的重量;在進一步的技術方案中,馬達采用斜軸式柱塞變量馬達,調整變量馬達排量,即可實現無極調速;動力安全卡盤動力卡盤動力卡盤動力卡盤采用常閉型液壓卡盤,同時設計有雙級密封結構,能有效防塵槽內安裝滑座,在滑座上用卡爪安裝螺釘安裝T型塊和卡爪,活塞安裝在卡盤體內,并與楔心套聯接,卡盤體后部裝有配氣環,配氣環與卡盤體之間由密封環密封,在配氣環上部安裝第一管接頭和第二管接頭。

楔心套上設有斜槽。盤裝夾工件的原理是,利用安全卡盤扳手轉動圓周上的三個傘齒中的任一個。從而帶動平面螺紋轉動并帶動三個卡爪一齊移動,起到自定心裝夾工件作用;從機械結構上看,卡盤卡盤卡盤卡盤的三個傘齒具有相同功能,但是經過仔細檢測,三個傘齒裝夾工件的精度并不一樣,相差也較大 。
氣漲軸比一般軸好就好在于卸料不用把整根軸卸下來。直接放氣后就可以把料取走了,因為它的寬度都不大,所以操作也就更方便了。這也是很多收料重量輕,寬度不大的機器所選用的氣脹軸。氣脹軸、氣脹套使用極為方便,快捷,只需自備氣源,空氣壓力控制在6-8kg/cm2范圍內,需鎖緊外部的部件(比如圓形的紙管)時,只要充氣手柄對著氣脹軸上的氣嘴充氣便可完成,鍵條會突出頂住外部的部件(比如圓形的紙管),需放松紙管卸料時,用手按下氣嘴上的滑動氣芯即放氣,鍵條會回復到原來的樣子,外部的部件(比如圓形的紙管)便可取出。

氣漲軸整體的金屬框架在安裝懸臂式芯軸操作側的固定端處挖出一個盒型的窗口,以保證印刷平臺的結構剛性,軸承座安裝在可移動的鋼塊內側,鋼塊由高精度滾珠絲桿驅動,絲桿的移動位置在版輥芯軸的中心線上,在盒型窗口的上下端分別安裝直線導軌以固定移動式鋼塊,從而保證印刷平臺在高速運行中的穩定。在這種設計中,芯軸的固定完全是自動的,整個絲桿的移動和軸端的鎖定排除了人為的因素。移動式鋼塊通過上下兩根直線導軌同機架固定,而且由于絲桿在版輥芯軸中心線上移動,中心壓印滾筒對版輥的推力和沿著滾珠絲桿方向的驅動力均作用在版輥芯軸的中心,只形成較小的局部壓力,且由于力的負載僅作用在版輥芯軸的中心,在支承架上沒有力矩。

7、模擬負載用

注意:糾偏機控制器調節任何按鈕前,請先按開關按鈕。

此外,使用緊定套的圓錐孔軸承時不再要軸肩。但為防止螺母松開,直徑≤200mm的軸要使用墊圈,直徑在200mm以上的軸要使用鎖緊卡,螺母擰緊方向制成與旋轉方向相反。
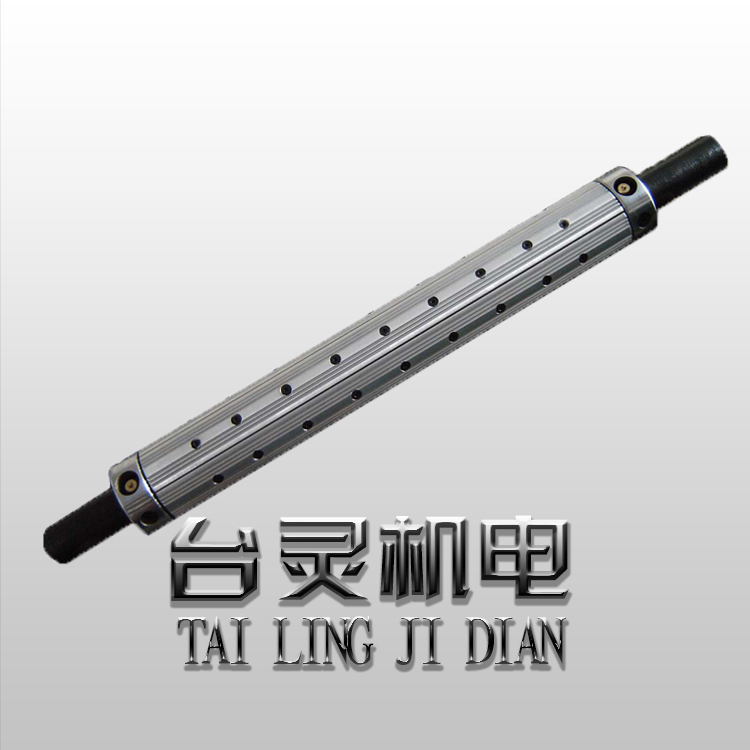
軸主體采用優質鋼管,表面鍍鉻,鋁合金凸鍵。承載能力強,鍵脹縮靈活,配置優質橡膠內膽與快速充氣氣嘴,密封效果好,使用壽命長,可拆卸軸頭,維修簡便。








在使用充氣軸過程中,請注意以下幾點:
1.電氣柜是否安裝,固定和密封良好,是否可以有效防止切削液或粉末進入機柜,以及空氣濾網(如果已安裝)是否處于良好的清潔狀態。
2.內部風扇,熱交換器和其他組件是否可以正常工作,以及PLC上的防塵罩(防塵紙)是否已拆除。
3.電氣柜內的PLC模塊,其他控制裝置的表面以及電纜頭內部的螺釘,螺絲,灰塵,金屬粉末及其他異物是否進入。
4.控制系統的模塊和組件數量是否齊全,模塊和組件的安裝是否牢固可靠.

5.模塊地址設置(如有必要)是否正確.
6.系統操作面板上的按鈕是否損壞,安裝是否可靠以及設置位置是否正確。
7.應根據需要安裝電磁元件的噪聲抑制器,例如繼電器,電磁體和電動機。
凡有收卷、放卷之用的機器設備,都可適用氣脹軸。 氣脹軸最長可達六米或以上,最短可達幾百毫米,都是根據使用需要來定長短。只要充氣手柄對著氣脹軸上的氣嘴充氣便可完成上的滑動氣芯即放氣,鍵條會回復到原來的樣子。








 176-7542-8328
176-7542-8328